
BARRICA, CUBA O TONEL DE VINO
- La barrica: Una barrica, cuba, o tonel es un recipiente de madera utilizado para la crianza de vino. La barrica oxigena el vino lentamente y le aporta textura y aroma para suavizar su sabor. Suelen tener una capacidad de 220 litros. Si es de 225 litros es llamada "barrica bordelesa".
- Las maderas más valoradas: Entre los diferentes tipos de madera, la que mejor cumple estos requisitos es el roble y dentro de sus variedades destacan el francés y el americano.
La madera del roble es un material duro, pero entre sus radios medulares, que recorren longitudinalmente el tronco, se encuentran unos sectores más blandos. En el caso de roble americano estos sectores son relativamente duros, haciéndolo prácticamente impermeable; mientras que en el francés son más blandos y porosos, lo que permitiría que se escapase el vino.
En la actualidad muchas otras denominaciones de roble están consiguiendo estupendos resultados.

- El roble francés: Obliga a cortarlo por hendido, siguiendo la trayectoria de los radios medulares, para evitar sus partes blandas, lo que provoca una pérdida importante de madera. De un m³ de roble salen unas 6 barricas. Gustativamente tiene un aroma y sabor más suave, de matiz vainilla, por lo que está altamente valorado.
- Roble rumano: Al igual que el roble francés, el roble rumano, que crece alrededor del paralelo 45 en los Cárpatos, se corta por hendido y se envejece de forma natural un mínimo de 24 meses. Las características que transmite al vino son las mismas que el robre francés, de hecho, algunas tonelerías francesas compran duelas de Rumania. Las principales variedades de roble usadas en Rumanía para la elaboración de las barricas son Quercus robur y Quercus petraea. Sin embargo, a la hora de comprar barrica rumana, hay que vigilar ya que algunos productores "artesanales" utilizan el sistema de serrado, apto para el roble americano, pero no para el europeo.
- Roble americano: El roble americano es cortado con sierra, sin importar la disposición de los radios en la duelas, consiguiéndose un rendimiento excepcional. De un m³ de roble salen unas 10 barricas. Gustativamente surte un aroma y sabor resinoso.
- Roble de la Península Ibérica: Actualmente el uso del roble de la Península Ibérica es escaso. En el norte y este de la península predomina el roble Quercus robur y Quercus petraea, que proporcionan aromas similares al roble francés. En Castilla y León y el norte de Extremadura predomina el roble Quercus pyrenaica, que proporciona sabores más fuertes semejantes al roble americano.

- Efecto de la barrica de roble en el vino: La madera de roble permite suavizar la textura del vino y estabilizarlo. Además, hace que los taninos se polimericen dando una sensación más agradable y redonda en la boca. Otro efecto es que agrega sabor y aroma: a vainilla, coco, chocolate, tostado, humo, tabaco, caramelo, y café según sea el tostado de la madera.
La madera se usa en la fabricación de la mayoría de los vinos tinto y en algunos blancos (como el Chardonnay)
En vinos de guarda, la permanencia en barricas ayuda al vino a evolucionar, gracias a pequeñas cantidades de oxígeno que entran en contacto con el vino.
- Productos alternativos a las barricas: Los altos precios de las barricas, presupuestos restringidos, altos volúmenes de producción y el uso de estanques de acero inoxidable, han llevado a que el uso de barricas disminuya y se reserve sólo para aquellos casos que lo ameriten. Un producto alternativo a las barricas es el uso de chips, cubitos y duelas de roble que se utilizan para lograr el efecto de una barrica pero a un coste muy inferior.
- Vida de una barrica: Proporcionan sabor al vino y permiten la microoxigenación durante unos 8 años. Son aptas para la separación de sedimentos por trasiega durante unos 40 años. Su vida en vinos de calidad supone la renovación de todo el conjunto cada 10 años, a razón de un 10% anual.

1. PRODUCTOS ALTERNATIVOS A LA CRIANZA EN BARRICA DE LOS VINOS. INFLUENCIA DE LOS PARÁMETROS DE FABRICACIÓN Y DE USO
Fuente: Escrito por Pascal Chatonnet. Revista Enología Nº3. IV Julio-Agosto 2007
1.1 Situación y evolución de la utilización de sistemas alternativos en el mundo: Situación y evolución del mercado mundial y sus limitaciones por las normativas. Hasta hace muy poco, los acuerdos comerciales bilaterales reconocían las prácticas enológicas mutuas aceptando las importaciones en territorio europeo de vinos sometidos a estos tipos de tratamientos, existentes desde 1983, pero prohibiendo estas prácticas a los productores europeos. Desde 1993, se podían utilizar "a título experimental" virutas y otros granulados de roble respetando las obligaciones dictadas por el reglamento CEE 822/87, es decir, con un límite de 50.000 hl por año, durante tres años como máximo y con la imposibilidad de exportar fuera del país de producción. Hipócritamente, la "experimentación" ha durado más de diez años… Desde 2006, la normativa ha evolucionado. El reglamento 1507/2006, de 11 de octubre de 2006, modifica el anterior (1622/2000) permitiendo la utilización de trozos de madera de roble más o menos tostados, el 95% de los cuales debe superar 2 mm sin liberar substancias que puedan presentar un riesgo para la salud.

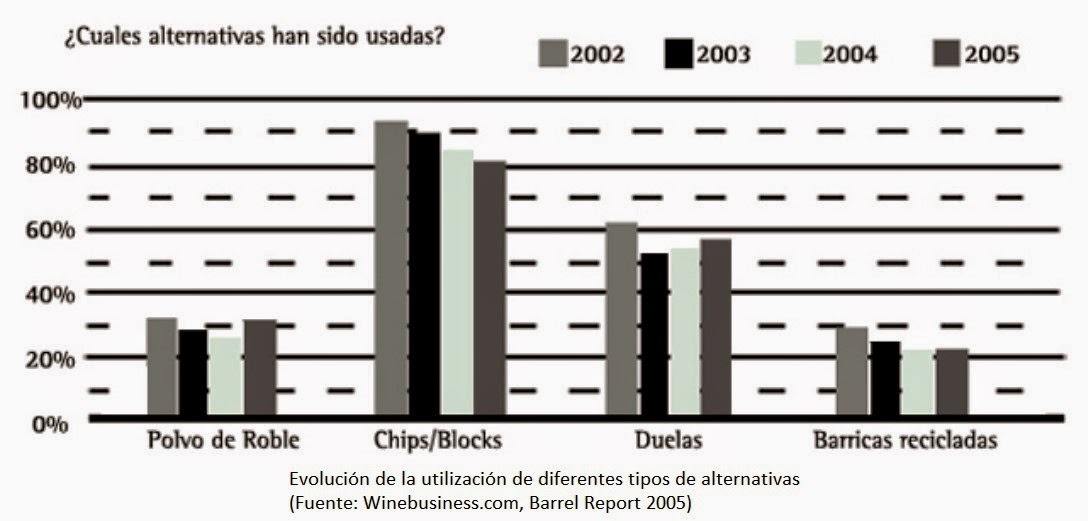
Algunas denominaciones de origen han rechazado este tipo de prácticas. En Estados Unidos, un mercado extremadamente maduro para la utilización de barricas y otras alternativas, se ha observado en los tres últimos años numerosos cambios (Barrel Report 2005). Resulta interesante repasar estos datos, que podrían avanzar lo que pasará en Europa en el futuro:
La utilización de barricas para la crianza de vinos se mantiene constante en las bodegas medianas y pequeñas (< 500.000 cajas/ año), pero disminuye y se estabiliza los dos últimos años en las grandes.
La proporción de bodegas medianas (de 50.000 a 500.000 cajas/año) que utilizan soluciones alternativas aumenta de forma sistemática.
Entre las soluciones alternativas, la utilización de virutas disminuye regularmente mientras que la de duelas de madera francesa aumenta lentamente.
Desde 2004, en Estados Unidos, el 95% de los vinos de menos de 5 dólares utiliza sistemas de crianza alternativa, pero desde 2003 se detecta una tendencia en su uso (5%) en la gama de precios 10-20 dólares. Evidentemente es el factor precio, y no otro, el que condiciona la sustitución de las barricas por sistemas alternativos.
En el caso de los aguardientes, las condiciones de la producción vienen definidas por el reglamento CEE 1576/89, del 29 de mayo de 1989. En lo que concierne a los aditivos, esta normativa remite a la reglamentación comunitaria general o, en su defecto, a las normas nacionales. No obstante, existe una interpretación restrictiva que pretende excluir la posibilidad de añadir sustancias distintas a las materias primas recogidas en la definición del producto. Esta posición es contestada por el conjunto de países productores de aguardientes de vino, que consideran que ciertas prácticas están autorizadas por la normativa nacional en aplicación del articulo 4 de dicho reglamento (Chatelet, 1997). También están autorizados los productos para "maderación" obtenidos por infusión de virutas de roble no calentadas en agua a una temperatura de entre 95 y 100° C y durante unas 7 h. Se prohíbe el uso de disolventes que no sean agua. La solución obtenida puede estar ligeramente concentrada a presión atmosférica y estabilizada por añadido de alcohol de la misma naturaleza que aquel al que la solución está destinada. Las demás prácticas que impliquen la utilización de taninos, extractos de roble liofilizados o en polvo, o la introducción directa de virutas u otros materiales de la misma naturaleza (dados, planchas, etc.) están prohibidas. La normativa estadounidense (USA 27FCR 5.22 21575) autoriza prácticas similares precisando que tales tratamientos "sólo podrán influir débilmente en las características organolépticas del producto acabado". Según la normativa europea, la utilización de boisés o productos para "maderación" puede no venir especificada en el etiquetado final de los productos comercializados. A la inversa, los whiskys estadounidenses tratados con este tipo de producto (< 2,5%) deben precisar el tratamiento en su etiquetado. En este trabajo no expondremos los resultados de investigaciones específicas sobre el envejecimiento de aguardientes, pero este sector constituye un destacado campo de investigación y desarrollo para los productos alternativos.

1.2 Principales tipos de productos alternativos a la crianza en barrica: La normativa europea en vigor precisa que los fragmentos de madera deben presentar una dimensión superior a 2 mm. En consecuencia, pueden encontrarse diferentes tipos de fragmentos (virutas, granulados, dados, raspaduras…) y de planchas (cortas, largas, segmentos, insertos…) pero normalmente no se encuentra aserrín fino.

2. INFLUENCIA DE LA NATURALEZA Y EL ORIGEN DE LA MADERA EN LA COMPOSICIÓN Y CALIDAD DE LOS PRODUCTOS ALTERNATIVOS
Para respetar el reglamento CEE 1507/2006 de 11 de Octubre de 2006, la madera empleada en la fabricación de productos alternativos debe ser siempre de roble Quercus sp. Que nunca haya sido objeto de tratamientos físicos, químicos o enzimáticos (aparte del secado y el tostado) destinados a modificar su aportación de sustancias extraíbles.

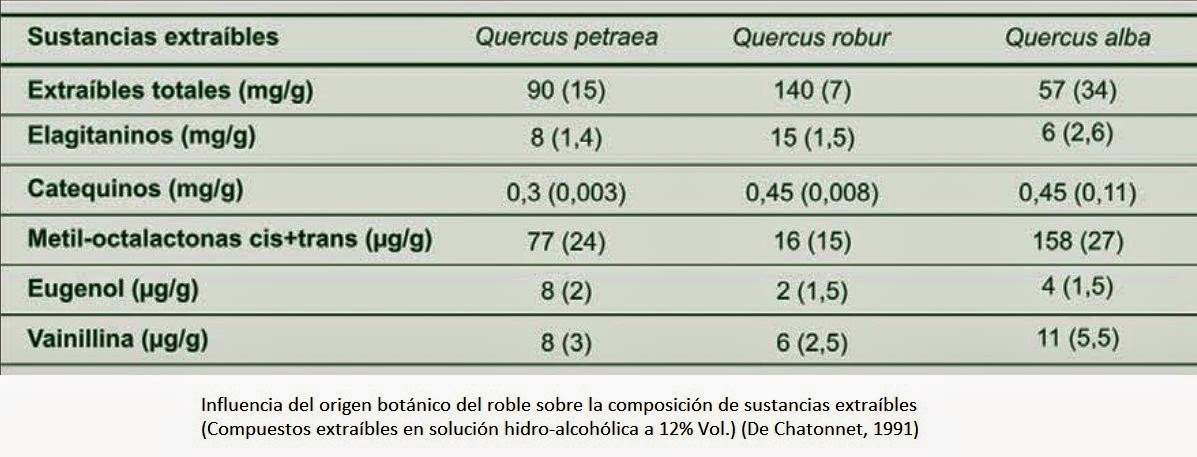
2.1. Influencia del origen botánico y geográfico de la madera de roble: Numerosos trabajos han permitido caracterizar con precisión las diferencias de composición en sustancias extraíbles de las principales especies de roble utilizadas en tonelería y en el sector de alternativos. En Europa, las especies Quercus petraea (roble sésil) y Quercus robur (roble común o pedunculado) ocupan un área de población que coincide en tanta medida que es muy difícil identificar poblaciones perfectamente puras.
En América del Norte, se utilizan distintas especies de roble de hoja caduca que se agrupan en la denominación de robles blancos. Entre las distintas especies que componen este grupo, el roble blanco americano Quercus alba es la mayoritaria, pero existen también otras especies mezcladas (como Quercus macrocarpa Q. garryana, Q. lyrata, Q. montana, Q. lobata, Q. bicolor, por ejemplo) incluidas en la denominación genérica de roble blanco americano pese a poseer propiedades muy diferentes. Si nos limitamos a las especies europeas y al roble blanco americano, puede decirse que el potencial aromático de este último es, con mucho, el más elevado en razón de su riqueza natural en cis metil-octalactona, el compuesto responsable del aroma característico del roble y que evoca el olor de la nuez de coco. El roble sésil europeo posee de dos a tres veces menos de γ-lactonas que su primo americano, pero de cinco a diez veces más que el roble pedunculado europeo, el menos rico en aromas. En cambio, el roble pedunculado contiene alrededor de un 30 a 50% más de taninos extraíbles (en forma de taninos elágicos) que el roble sésil, que a su vez contiene dos veces más que el roble americano.
Así pues, la elección de la procedencia botánica del roble influye considerablemente en la composición de las sustancias susceptibles de pasar al vino. Por lo que respecta a la procedencia geográfica, los trabajos que analizan la selección de madera de roble para tonelería demuestran que existen ciertas diferencias de composición entre robles de una misma especie según la región de procedencia, pero sobre todo según la densidad alta o baja del bosque y la edad de los árboles en el momento de la tala. Estas observaciones siguen siendo enteramente válidas para la fabricación de alternativos. No obstante, dadas las dificultades con que topa la tonelería tradicional a la hora de seleccionar perfectamente las maderas y teniendo en cuenta que la gran mayoría de la madera empleada en la fabricación de productos alternativos procede de residuos de tonelería, sería falso afirmar que los fabricantes están seleccionando por un lado las especies y por otro las regiones o los tipos de bosque. En consecuencia, hay que desconfiar de los etiquetados que especifican una procedencia específica y más aun un tipo botánico preciso.

2.2. Importancia del tipo de aserrado y de la selección de la madera en la fabricación de productos alternativos: En el caso del roble europeo, generalmente el despiece de la madera se realiza por el método de rajado, obteniéndose cuartos y luego tablas para duelas (merrains).
En el mejor de los casos, una cuarta parte del volumen de madera se aprovecha para producir duelas para la fabricación de barricas. El resto, que incluye la corteza, la albura, el duramen extremo y el duramen no utilizado, constituye el residuo (75% del volumen).
El duramen alrededor de los cuartos puede utilizarse en la fabricación de productos alternativos de calidad, pero es indispensable separarlo perfectamente de la albura y la corteza, que presentan composiciones muy distintas y son susceptibles de comunicar gustos desagradables. Desgraciadamente, en la fabricación de virutas encontramos todavía mucha madera que presenta abundancia de albura o de duramen extremo.
En el caso del roble americano, el despiece se realiza por aserradura, lo que permite un rendimiento más interesante (50-55%). En este caso, la selección del duramen es evidentemente más fácil, pero es indispensable efectuar esta operación correctamente, sin sacrificar demasiado fácilmente la calidad en aras del rendimiento.

Durante este período, denominado de maduración, la madera pierde el exceso de compuestos tánicos desagradables, estabiliza sus dimensiones y desarrolla enormemente su potencial aromático, especialmente por la transformación de precursores de aromas hasta entonces inodoros, como es el caso de las cismetiloctalactonas (Chatonnet et al. 1992).
Lo mismo debe ser válido para la madera destinada a la fabricación de soluciones alternativas de buena calidad. Es necesario respetar por un lado un tiempo de secado suficiente (más de doce meses) y apilar las piezas de madera de manera que se optimicen los intercambios entre madera y atmósfera. En el caso de las piezas nobles de tonelería, normalmente se utiliza un apilado cruzado y abierto para facilitar la circulación de aire. Por lo que respecta a los productos alternativos, sin embargo, en una gran mayoría de los casos se observa un almacenamiento en fardos, con las piezas literalmente pegadas unas a otras; es imposible imaginar que la evolución de la madera almacenada en estas condiciones sea óptima e incluso, en algunos casos, favorable... Por tanto, para afinar perfectamente la madera antes de su transformación es indispensable utilizar un modo de apilamiento adecuado durante un tiempo de maduración suficiente. Las demás prácticas deben ser desterradas.

3. INFLUENCIA DE LA DEGRADACIÓN TÉRMICA DE LA MADERA SOBRE LA COMPOSICIÓN Y CALIDAD DE LOS PRODUCTOS ALTERNATIVOS
El tostado es una etapa esencial de la fabricación tradicional de barricas, y también de productos alternativos. El tostado permite aumentar la cantidad y la complejidad de las aportaciones del roble al vino al inducir la aparición de nuevas sustancias volátiles y odorantes producidas por la degradación térmica de la madera (Boidron et al., 1988; Chatonnet et al., 1989).
El tostado también permite eliminar el exceso de taninos y de sustancias amargas que a veces presenta la madera así como modular la expresión de la madera, a veces excesiva, reduciendo su contenido en γ-lactonas y otros compuestos de carácter vegetal presentes antes del tostado.

3.1. Principales características del tostado, de referencia en tonelería tradicional: En tonelería tradicional, el modo más frecuente de tostado de barricas recurre a la quema de madera, alimentada por los restos no utilizados. En combinación con la humedad, el calor actúa desde la combadura de la carcasa, facilitando la curvatura de la madera al ablandar la lignina. A continuación, el tostado puede prolongarse para provocar, con ayuda de un fuego a menudo más vivo y con una carcasa que puede estar cerrada total o parcialmente, una degradación térmica superficial de los componentes de la madera de roble. Esta degradación térmica afecta a los principales polímeros parietales de la madera, especialmente a las hemicelulosas y la lignina, para producir un gran número de productos de degradación (Chatonnet y Boidron, 1989, Chatonnet et al., 1989, Cutzach et al., 1997). Algunos de estos compuestos son bien conocidos por ser capaces de afectar, a menudo positivamente, al gusto y el aroma de los productos criados en toneles. Es por ello que se intenta modular simultáneamente la cantidad y la calidad de las aportaciones de la madera al vino jugando con la intensidad del tostado de las barricas.
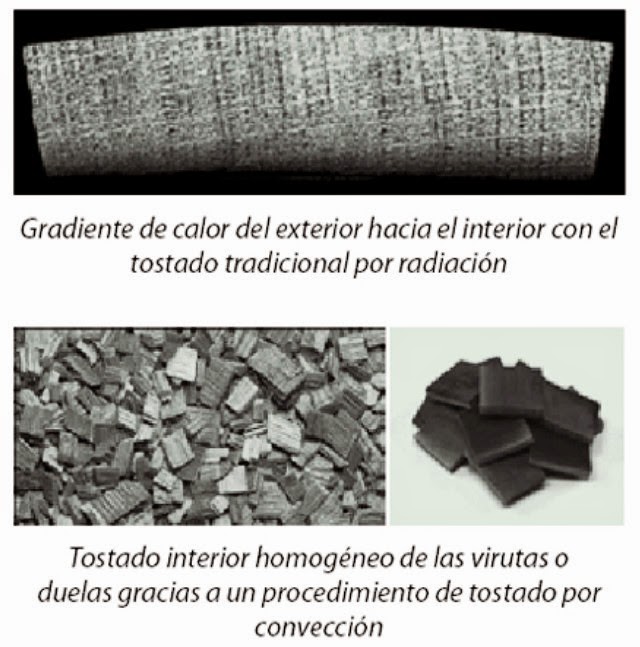
El fuego puede alcanzar una temperatura de 600 a 800°C según la cantidad de madera y de oxígeno. La mayor parte del tostado de la barrica se efectúa mediante radiación térmica (infrarrojos), que tuesta rápidamente la superficie de la madera; a este nivel, al final del ciclo puede alcanzarse una temperatura superior a 230°C. Al estar abierta la carcasa, gran parte del calor generado se disipa en la atmósfera. A continuación, el calor penetra lentamente en la madera, que se caracteriza por tener un reducido coeficiente de conducción térmica: a 15 mm de profundidad la temperatura apenas supera los 105°C. La degradación térmica, pues, es limitada (< 6-8 mm) y graduada, con una cantidad y una naturaleza de sustancias extraíbles muy diferentes según el nivel de temperatura alcanzado desde la superficie hacia el interior de la duela. Cada tonelería utiliza su propio método de tostado; por ello, el perfil de sustancias extraíbles de termodegradación es variable y puede precisarse mediante análisis (Chatonnet et al., 1993).
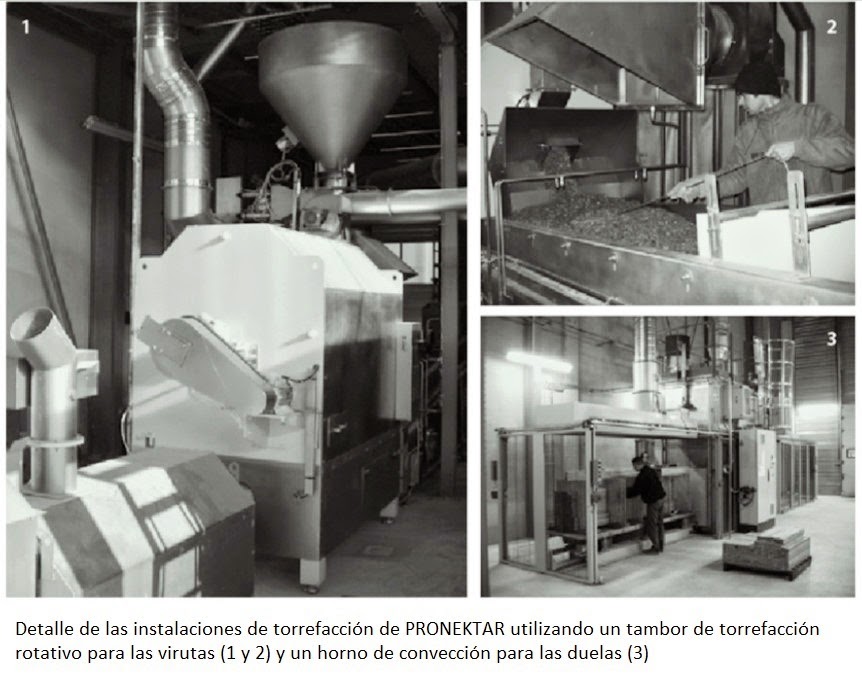
3.2. Tostado de virutas en tambor por convección: Para el calentamiento de partículas de madera se utiliza un tambor de torrefacción rotativo como los usados en la torrefacción de café o cacao . En estas condiciones, la madera no está directamente en contacto con la fuente de calor como en el caso del tostado de barricas. Un quemador, normalmente alimentado a gas, calienta el aire de una cámara de combustión. El aire caliente a 200-220°C tuesta por convección térmica la madera colocada en un tambor rotativo; el calor penetra y se difunde a continuación por el interior de las partículas por conducción térmica. En estas condiciones, se obtiene un tostado homogéneo en el interior, con un efecto muy débil de gradiente de composición entre la superficie y el interior de las virutas. El tostado se ve facilitado por la mezcla de virutas durante la rotación del tambor, y el aislamiento de éste optimiza el intercambio térmico; en el caso del tostado tradicional con fuego, en cambio, la mayor parte de la fuente térmica se pierde. Los tambores permiten tratar lotes de 60 a 150 kg según los hornos, con programas de subida de la temperatura más o menos complejos.

3.3. Tostado de duelas e insertos por convección: Para tostar piezas largas se utiliza exactamente el mismo principio que para las virutas, pero en hornos especialmente adaptados a la geometría de la madera. Para empezar, las duelas se instalan sobre un soporte que permite una fácil circulación del aire caliente alrededor de las distintas piezas minimizando al máximo las diferencias de temperatura en el interior del horno: la calidad y homogeneidad de la circulación del aire caliente en el interior del horno constituye el elemento clave para garantizar la calidad y la reproducibilidad del tostado. En el interior del horno, el tostado se realiza en una atmósfera empobrecida en oxígeno para evitar inflamaciones intempestivas. A la salida del proceso de tostado, las duelas se enfrían mediante aspiración de humos antes de su descarga, al tiempo que otro lote está en tratamiento.

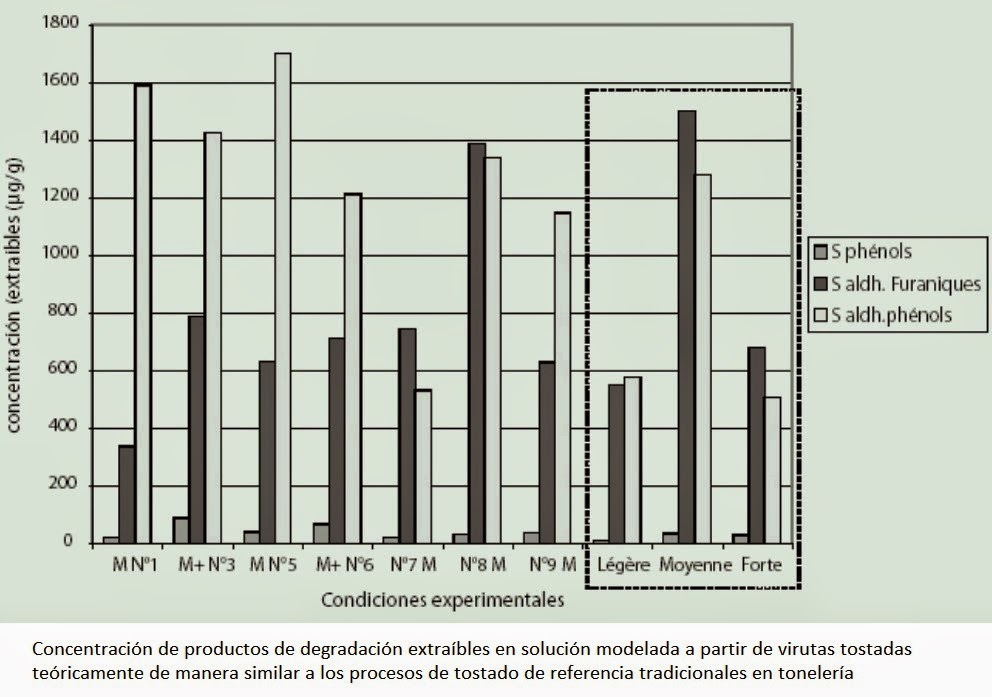
3.4. Diferencias de composición entre la madera tostada tradicionalmente en la tonelería, y la tostada industrialmente para fabricar sistemas alternativos: La técnica preferente de tostado industrial de los productos alternativos se basa pues en un intercambio térmico por convección y luego por conducción. En comparación con el tostado tradicional, sea de intensidad ligera, mediana o fuerte, la degradación térmica producida durante el tostado de los productos alternativos se demuestra relativamente diferente. Se constata que con una intensidad de tostado teóricamente similar, la concentración de aldehídos furánicos, aldehídos fenoles y fenoles volátiles estrictamente generados por la degradación térmica de la madera es muy diferente cuantitativa y cualitativamente de uno a otro procedimiento de tostado y en comparación con el tostado tradicional de barricas. Las diferencias son especialmente importantes en el plano cualitativo. El tostado por convección tiende a favorecer la producción de aldehídos fenoles frente a la de aldehídos furánicos. Pocas condiciones de tostado industrial permiten la producción simultánea de estas dos familias de compuestos en concentraciones relativamente próximas a las que se obtienen con un tostado de intensidad mediana en tonelería tradicional.
Sin embargo, es posible obtener perfiles similares desarrollando con rigor el programa de tostado.

3.5. Factores de variabilidad del tostado industrial de productos alternativos y medios de gestión: Distintos parámetros pueden afectar a la calidad y reproducibilidad del tostado por convección de las virutas o de las duelas: La potencia y la regulación del quemador de gas deben ser suficientes: a menudo nos encontramos con quemadores mal regulados, que provocan sacudidas de calor. Cada horno tiene una inercia térmica propia: es decir, los resultados obtenidos entre el primer y el último ciclo de tostado no son idénticos, es necesario ajustar la temperatura del horno para obtener un resultado repetible. Pero, ¿qué pasa con este primer calor generado?.
La calidad de la convección térmica es muy importante para garantizar un tostado homogéneo.
En el caso de los tambores rotativos, su dimensión es bastante pequeña y la rotación da pie a mezclas homogéneas. En cambio, en los hornos para duelas, la calidad de la convección térmica es absolutamente crítica para evitar puntos de sobre-tostado y de sub-tostado, lo que requiere de un diseño específico. La carga del horno debe ser siempre la misma para obtener un resultado repetible: en sobrecarga o en condiciones de subcarga, el tostado obtenido será diferente.
La dimensión de las virutas debe ser tan homogénea como sea posible. En efecto, las partículas grandes y pequeñas no evolucionan de la misma manera: así pues, las virutas deben triturarse de la manera más regular posible y a continuación deben someterse a un tamizado perfecto.

Por último, el nivel de humedad de la madera y la homogeneidad entre lotes son factores muy importantes, pues la cantidad de agua condiciona la eficacia del tostado para la producción de productos de termodegradación. Cuanta más energía aportada a la madera se utilice en primer lugar para evaporar el agua libre, más importante será su humedad y más energía se destinará primero al tostado y luego a la vaporización del agua. Ahora bien, la vaporización del agua es fuertemente endotérmica (2257 KJ/Kg), por lo que una diferencia del 15% de humedad puede suponer una disminución de eficacia térmica significativa. Para el mismo tiempo de tostado, el efecto sobre la producción de compuestos de degradación térmica debido al retraso en la superación de ciertos escalones térmicos, es exponencial.
Para un horno dado, pues, se debe controlar perfectamente la regularidad de la carga (cosa que es sencilla) y el nivel de humedad de las virutas trituradas, algo mucho más complicado. En efecto, para triturarla fácilmente y de manera fácil de reproducir, la madera precisa de un cierto nivel de humedad (25-30%), pero este nivel es incompatible con un tostado eficiente y repetible. Así pues, es indispensable secar convenientemente las virutas antes de su torrefacción. Para evitar este problema, PRONEKTAR ha desarrollado un innovador sistema de secado en continuo cuya potencia se adapta automáticamente al nivel de humedad de la madera antes de entrar en el tambor de torrefacción; el túnel de tostado en movimiento permite deshidratar y esterilizar en profundidad, a 105°C, las virutas que no van a ser tostadas garantizando unas virutas casi anhidras (< 7%) tras su paso rápido por el tambor de torrefacción para deshidratación final.

Por otro lado, aparte de la salud de los consumidores, el fabricante también debe asegurarse de que estos procesos no degraden la calidad organoléptica del vino previniendo las posibles contaminaciones asociadas a la presencia de aloanisoles (tri, tetra y pentacloroanisol, tribromoanisol) en las fases de fabricación, almacenamiento y también del transporte de los productos acabados (riesgo importante de contaminación en las exportaciones en contenedores). Asimismo, durante el triturado puede producirse una contaminación de las virutas por hierro, compuesto que, en combinación con los taninos de la madera, puede producir oxidaciones violentas del vino en combinación con la micro-oxigenación. Laboratorios independientes deben efectuar análisis regulares para controlar la calidad de los productos intermedios y acabados, con la implantación de una trazabilidad adecuada. Se trate de virutas o de duelas, las temperaturas que se alcanzan en los hornos no son suficientes para producir la síntesis de fuertes cantidades de hidrocarburos aromáticos policíclicos (HAP). Es cierto que el tostado produce una elevación del contenido global de HAP de la madera, pero la formación de moléculas de HAP indeseables (cancerígenas), como el benzo- α-pireno, necesita de niveles térmicos que nunca se alcanzan (> 380°C) durante la torrefacción de la madera. Aun así, si el horno no está bien diseñado, si no se limpia perfectamente de manera regular, o si se producen accidentes de quemado, pueden desprenderse partículas de madera atrapadas que han pasado por ciclos repetidos de tostado o pirolisis generándose entonces contenidos excesivos de estas partículas. Una producción bien gestionada permite garantizar niveles de benzo-α-pireno iguales o inferiores a 1ng/g.

4. COMPARACIÓN DE LAS APORTACIONES AL VINO DE DISTINTOS SISTEMAS ALTERNATIVOS. INFLUENCIA DE LAS CONDICIONES DE UTILIZACIÓN
Según la normativa, las partículas de madera sólo pueden utilizarse con el vino. Pero éste se define legalmente como "el producto resultado de la fermentación de zumo de uva con un contenido adquirido de etanol superior a 5% vol.". En consecuencia, nada se opondría a utilizar las partículas de madera durante la vinificación respetando este límite alcohométrico…
4.1. Comparación de las aportaciones de las virutas con distintos niveles de tostado: Las virutas se utilizan normalmente en maceración con el vino, en bolsas de infusión de diferentes tamaños que se instalan en las cubas. Sin embargo, las virutas también pueden añadirse a la uva o al zumo en fermentación.
Con vino, se utilizan cantidades que varían de 1 a 5 g/l según la etapa de utilización. Durante la fermentación alcohólica y maloláctica, se pueden utilizar fácilmente dosis de 3 a 5 g/l. Con vinos acabados, lo más habitual es usar una dosis de 1 a 3 g/l durante 3 a 6 semanas. Las virutas sólo se utilizan una vez.

Se observa que la utilización de virutas de roble francés se traduce sistemáticamente en una aportación de taninos (elágicos) más importante que con el roble americano (de tres a cinco veces más). El aumento de la intensidad del tostado disminuye la liberación de taninos a partir de virutas de madera francesa, y apenas modifica la aportación del roble americano. Respecto a la aportación en isómeros de metil-octalactonas, las moléculas clave del aroma característico "a madera" del roble, se observa que el tostado por convección del roble francés (o europeo) con un tostado ligero o medio tiende a aumentar la concentración de lactonas extraíbles; la concentración disminuye ligeramente a partir del tostado medio+, que corresponde al mantenimiento de la madera en caliente durante un tiempo más prolongado. En tostado tradicional por radiación, se observa un fenómeno similar, pero con una tendencia a la disminución mucho más rápida. Así pues, en un primer momento el tostado convectivo parece favorecer la formación de lactosas a partir de formas precursoras que se degradan o se volatilizan después si la temperatura elevada se mantiene o aumenta. El potencial de metil-octalactonas de las maderas de origen europeo es extremadamente variable. Esta variabilidad aumenta si la madera no se seca y deja madurar durante un tiempo suficiente; en estas condiciones el contenido de lactonas no aumenta y la proporción de isómeros trans(+), menos odorantes, es más elevada (relación cis/trans < 1) que si la madera se ha secado de forma natural durante un tiempo suficiente (12 meses o más). Con el roble americano, sin embargo, el contenido de lactonas libres y odorantes es siempre muy importante, y el aumento de la intensidad del tostado disminuye regularmente la aportación.

Sea cual sea el origen botánico, el aumento de la intensidad del tostado genera cantidades aproximadamente equivalentes de aldehídos furánicos. Estos aldehídos son poco o nada odorantes en las concentraciones en que se encuentran en el vino y fácilmente pueden transformarse en alcoholes todavía menos odorantes (Chatonnet et al., 1992). En contraste, si las virutas se utilizan con fines de fermentación alcohólica, o durante la fermentación maloláctica, la interacción entre el 2-furaldehído y el 5-metil-furaldehído proveniente de la degradación térmica de los azúcares y de las hemicelulosas de la madera con el sulfuro de hidrógeno de origen fermentario puede dar pie a la formación de 2-furanmetanetiol y de 5-metil-3-furanmetanetiol. Estas sustancias poseen unos umbrales de percepción extremadamente bajos (4 y 50 ng/l) y un aroma de «café» que comunica un carácter «torrefacto» que muchas veces se busca (Blanchard, 2000; Tominaga et al., 2000). La formación de estas sustancias odorantes no depende pues únicamente de la aportación de aldehídos furánicos al vino por las virutas tostadas, sino también de la capacidad del vino para hacer evolucionar estas sustancias poco odorantes hacia moléculas extremadamente activas, lo que a su vez depende del estadio en el cual se utilizan las virutas. Por otro lado, estas sustancias son tioles (compuestos azufrados) y por tanto muy sensibles a la oxidación. En consecuencia, una oxigenación mal realizada en presencia de madera puede producir la degradación irreversible de estos compuestos. Esto puede explicar que los mismos productos, y sobre el mismo vino, produzcan resultados cualitativos extremadamente distintos en etapas diferentes de la vinificación o de la crianza.

Los aldehídos fenoles presentan una síntesis que aumenta con el tostado, con un pico marcado para el roble europeo y una acumulación más importante y gradual con el roble americano. La vainillina es la molécula más odorante, que permite comunicar un carácter "vainilla" muy característico. Este aldehído puede reducirse bioquímicamente en alcohol vainíllico muy poco odorante si la aportación es concomitante a la fermentación o a una crianza sobre posos frescos (Chatonnet et al., 1992), lo que puede modificar fuertemente el perfil aromático del vino según el momento en el que se emplean las virutas.
Los fenoles volátiles evolucionan de manera correlativa a los aldehídos fenoles; el aumento del tostado permite la acumulación de eugenol, iso-eugenol con carácter «especiado», y guayacol y metil-4-guayacol con carácter "ahumado" y "vainilla".
Por su aportación en taninos, el roble europeo permite participar de sensaciones gustativas en boca; por su riqueza natural en metil-octalactonas y la complejidad que aporta el tostado, el roble americano permite dopar fácilmente la expresión aromática. La elección del origen botánico, de la intensidad del tostado y de la etapa de empleo de las virutas permitirán pues obtener unas expresiones aromáticas y gustativas totalmente diferentes que deberán adaptarse en función del resultado deseado.

4.2. Comparación de las aportaciones de duelas y virutas: Las duelas están pensadas para ser utilizadas en cubas de gran volumen con un dispositivo de instalación que puede ser de muy simple (a granel) a muy complicado. Estos dispositivos son interesantes cuando las duelas se limpian y conservan sin vino tras su uso, algo que nunca se recomienda; de otra manera, participan poco o nada en la calidad de los intercambios.
Las duelas están en contacto durante 3 a 6 meses y a menudo pueden utilizarse dos veces. La cantidad de madera a utilizar se calca muchas veces del modelo de interacción de una barrica tradicional. En el caso de una barrica bordelesa de 225 l, que ofrece unos 2 m² de superficie de intercambio con una profundidad de impregnación del vino en la madera del orden de 5 mm, se obtiene una ratio de unos 31 g/l de vino y de 0,9 m²/hl. Con las duelas industriales, pueden concebirse distintas dimensiones. Las más clásicas son de 960 x 47 x 7 ó 15 mm de espesor para las duelas cortas (las más corrientes) y de 1500 mm de longitud para las largas.
En el caso de las duelas de 960 x 47 x 7 mm, una duela representa del orden de 0,105 m² para una masa de madera de 200 g; una duela de 15 mm representa 0,120 m² para 400 g de madera tostada. Para obtener el 100% del equivalente de una barrica (0,9 m²/hl), hacen falta algo menos de 9 duelas/hl que aportan 17 g/l de madera, es decir menos que una barrica. Con duelas de 15 mm, hacen falta algo menos de 8 duelas que aportan al vino tanta madera como una barrica (30 g/l). Así pues, dependiendo de la geometría de las duelas, las condiciones del intercambio no serán las mismas. Las duelas delgadas permiten un intercambio más rápido, pero con una aportación más reducida y fácil de gestionar. Las duelas gruesas producen una extracción más lenta, pero con una cantidad de madera más importante, lo que compensa fácilmente el tiempo de impregnación más prolongado permitiendo en su caso una segunda rotación con otro vino. En la práctica se utilizan unas ratios de duelas que representan entre un 40% y un 60% del equivalente barrica.
Los segmentos son duelas cortadas (por ejemplo, de 57 x 47 x 7 mm) utilizables de la misma manera que las duelas clásicas, pero que ofrecen una mayor superficie de intercambio, del orden del 10%, lo que permite reducir los tiempos de contacto y los costes cuando es necesario ofreciendo un resultado similar.
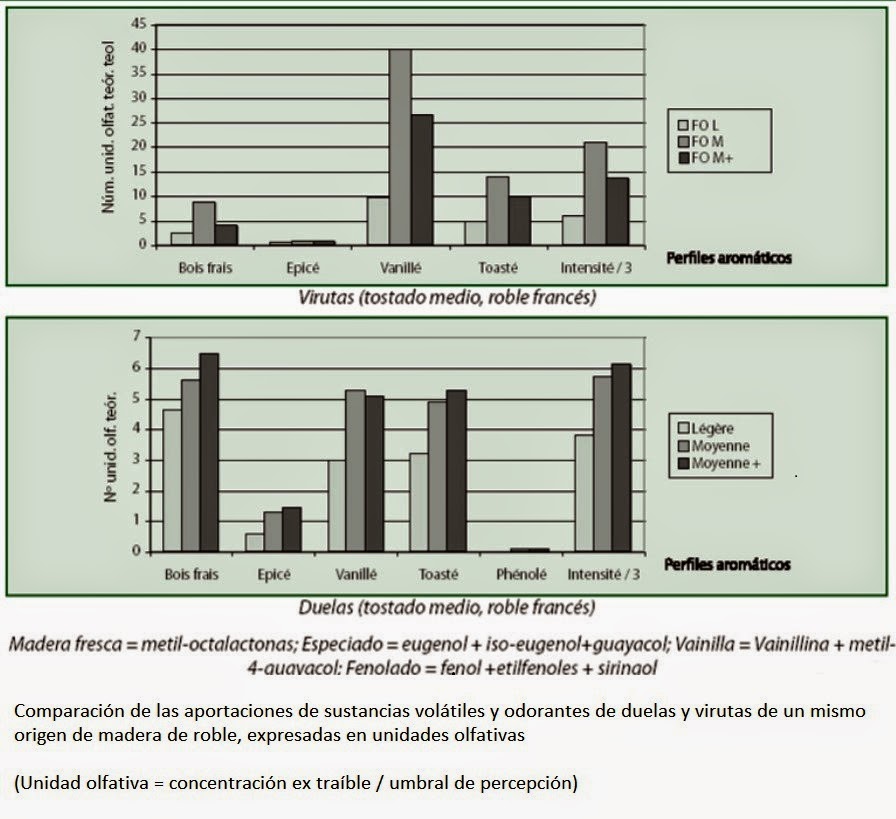
En comparación con las virutas, la extracción de compuestos aromáticos y tánicos es mucho más débil y sobre todo progresiva con las duelas, lo que normalmente permite integrar más fácilmente un carácter «madera» a menudo más discreto y mucho más complejo, así como realizar una crianza propiamente dicha. Las virutas son pues herramientas normalmente empleadas para «maderar» más rápidamente y de manera más evidente vinos de gama más baja. Las duelas también pueden emplearse directamente en barricas usadas con más de dos o tres vinos (hasta cinco), perfectamente mantenidas, para beneficiarse de una micro-oxigenación lenta y enteramente natural compensando la ausencia de los extraíbles de la madera nueva (Figura 18). Las duelas deben haberse limpiado y desinfectado con anterioridad para permitir un intercambio gaseoso suficiente sin riesgos de contaminación microbiológica.
Los insertos (o sticks) son duelas recortadas para que puedan instalarse más fácilmente en barricas (230x22x7 mm, por ejemplo), bien instalándolas tras haber abierto el fondo (sticks largos de alrededor de 480 mm), bien (aún más fácilmente) introduciéndolas ligadas directamente a través del agujero de desagüe. En la práctica se utilizan kits de 8 a 24 sticks por barrica (0,33 a 0,10 m²/225 l) durante 3, 6 o 12 meses según la cantidad de madera nueva aportada. Para obtener buenos resultados, siempre es recomendable utilizar un tiempo tan largo y una cantidad de madera nueva tan reducida como sea posible.
Si con las virutas no es razonable prever un riguroso proceso de selección de la materia prima puesto que se trata pura y simplemente de desperdicios, las duelas pueden ser objeto de una selección mucho más fina. Así pues, en un futuro próximo, y a imagen y semejanza de lo que ha sucedido en la tonelería tradicional, es posible imaginar la selección de duelas de grano fino, de tipos de bosques o de procedencias geográficas específicas de roble europeo que podrán producir resultados en el vino sensiblemente diferentes y sobre todo mejores.

4.3. Utilización de polvos de roble: El reglamento CEE que regula la utilización de partículas de madera de roble no concierne al polvo de roble, por lo que no nos extenderemos en este punto. Estas partículas, dado que no se tuestan, pueden proceder de las serraduras o del polvo de aspiración de la tonelería. En este caso, el polvo no tostado es madera de roble, pero también puede contener una parte de polvo contaminante no deseado. Cuando el polvo se tuesta, es porque normalmente procede del triturado de virutas o más bien de duelas, por lo que estrictamente no presenta ningún inconveniente. El pequeño tamaño del polvo permite una superficie de intercambio extremadamente grande y por tanto rápidas velocidades de extracción. En comparación con las virutas (10x7x2,5 mm), los granulados (residuos de virutas 5x5x1 mm) presentan una cinética de extracción bastante similar a la salida de la infusión; la extracción se estabiliza en unos 8 días y la concentración final en sustancias extraíbles es idéntica. A idéntica concentración, el polvo (1,5x1,5x1 mm) presenta una extracción mucho más intensa y rápida, y la estabilización de la extracción se alcanza alrededor de las 48 horas. Así pues, podría utilizarse esta alternativa para un maderaje rápido, pero disminuyendo las concentraciones en un factor de dos a tres. Sin embargo, el principal interés de este tipo de producto reside en la posibilidad de utilizarlo en vinificación, añadiéndolo directamente durante la maceración a unas concentraciones que pueden variar de 100 a 400 g/hl de vino en función de la aplicación.
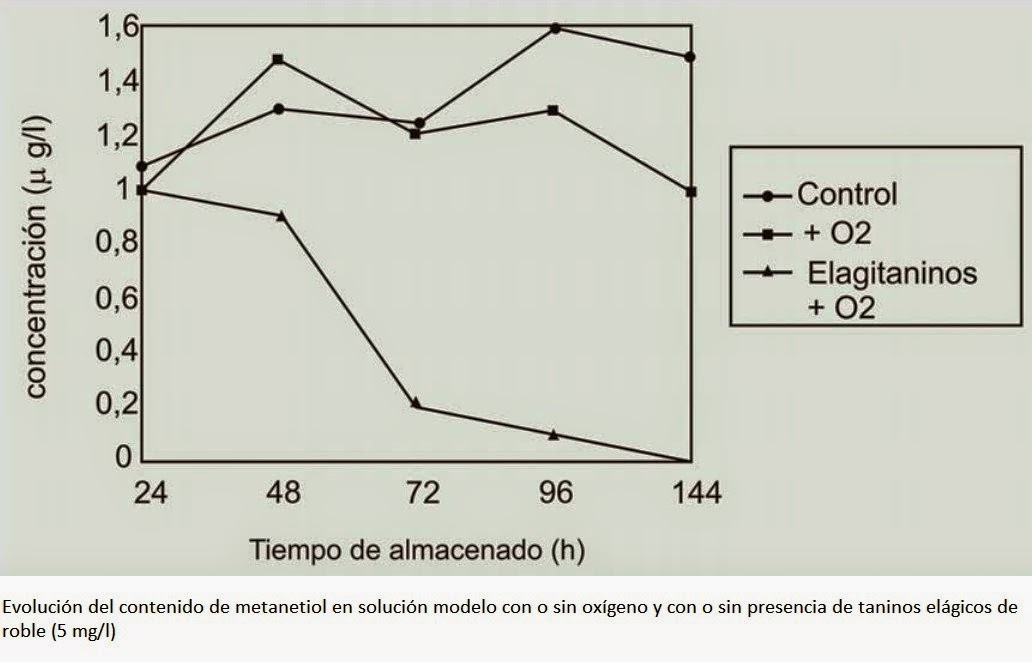
4.4. Interés de la utilización de madera no tostada durante la vinificación y la crianza: Las virutas de madera de roble europeo no tostado se utilizan a veces para reforzar la estructura tánica y facilitar la expresión "afrutada" del vino sin aportar demasiados aromas de torrefacción. El principal interés de la madera no tostada reside en su mayor liberación de taninos elágicos hidrolizables (vescalagina, castalagina y accesoriamente roburinas). Estos compuestos fenólicos son interesantes para acelerar los procesos de estabilización oxidativa de la materia colorante de los vinos tintos por oxidación acoplada; facilitan la peroxidación del alcohol del vino y la aparición de etanal, que acelera la co-pigmentación entre taninos de la uva y antocianos a fin de obtener un color más intenso y estable. Estos taninos, directamente sin oxidación e indirectamente en su forma oxidada, también atrapan y oxidan el exceso de compuestos azufrados volátiles responsables de olores de reducción desagradables o que enmascaran el carácter "afrutado" del vino. Utilizados en combinación con aeración o microoxigenación, estas reacciones de los taninos elágicos se intensifican notablemente.
No obstante, es necesario recordar que los taninos elágicos de la madera tienen un gusto relativamente amargo, fácilmente detectado si el vino tratado no presenta una estructura polifenólica intrínseca suficiente. Por otro lado, a veces la madera no tostada puede contener cantidades excesivas de trans 2-nonenal, responsable de los desagradables olores de "plancha" y "madera vegetal" que sólo el tostado permite eliminar (Chatonnet y Dubourdieu, 1996). Más tarde, la oxidación acoplada favorece la evolución del color y la destrucción de los compuestos azufrados no deseables, pero esta acción no es específica de los tioles no deseables. También existen compuestos azufrados muy interesantes en el plano organoléptico, responsables de gran parte del carácter «afrutado» de los vinos tintos jóvenes, y que conviene proteger tanto como sea posible. El 3- mercapto-hexanol-1 es una de estas moléculas (Blanchard, 2000). La combinación de oxígeno disuelto y de taninos elágicos con un sulfitado reducido produce una rápida desaparición de este compuesto y, por tanto, una disminución del carácter «afrutado», resultado contrario al objetivo buscado .
Así pues, hay que ser prudente con la pareja taninos de roble (virutas no tostadas)/oxígeno para evitar desarrollos no deseados e irreversibles. Vale más ir poco a poco que intentar obtener demasiado rápidamente un resultado fácil. Por otro lado, las virutas no tostadas deben estar perfectamente deshidratadas (< 7%) y desinfectadas en profundidad (temperatura 105°C) para evitar su contaminación por hongos no deseados capaces de biosintetizar sustancias organolépticamente desagradables como los cloroanisoles o la geosmina.

CONCLUSIONES
La utilización de sistemas alternativos a la crianza tradicional en barricas de madera de roble constituye un nuevo campo de evolución de la enología. La diversidad de productos y de combinaciones imaginables permite obtener resultados interesantes tanto en el plano técnico como en el organoléptico. Ningún producto o tipo de producto constituye una solución ideal. A menudo, es una combinación de maderas de orígenes botánicos y con intensidades de tostado diferentes, empleadas a veces en distintas etapas de la vinificación o de la crianza, la que permite obtener los resultados más interesantes. También es posible combinar la exuberancia aromática natural de ciertos orígenes con la complejidad que comunica un buen nivel de tostado y la potencia tánica de la madera poco o nada tostada, para producir una combinación perfectamente exitosa.
Sin embargo, la facilidad de uso y las ventajas económicas no deberían prevalecer sobre la razón. La crianza en barrica tiene la ventaja de ser una práctica autolimitante al ser compleja y costosa; la moda de los vinos jóvenes maderados en barricas ha desaparecido con rapidez, pues los resultados eran malos y los costes prohibitivos. Éste no es el caso de las soluciones alternativas. Así, no sería bueno que su facilidad y flexibilidad de empleo produjeran una canalización del "gusto maderado fácil" y, a su vez, una saturación del consumidor, quien no tardaría en rechazar pura y simplemente todos los vinos de carácter "maderado", incluidos los más nobles criados en toneles. Es pues indispensable que la normativa de etiquetado permita al consumidor distinguir inmediatamente los vinos realmente criados en madera de los obtenidos con ayuda de procedimientos alternativos, evitando engaños y respetando el trabajo de los productores que hayan decidido utilizar una técnica mucho más compleja y costosa.
En definitiva, los sistemas alternativos basados en madera de roble deben utilizarse para algo más que para aportar un simple carácter "maderado, tostado" demasiado evidente. Para obtener este resultado, la utilización de extractos líquidos sería más eficaz y económica…. Por otro lado, ¿será ésta la próxima etapa de la "evolución" de la práctica enológica? La madera utilizada de manera inteligente y respetando todas sus propiedades es un aliado indefectible de la calidad del vino, más allá de su evidente aportación aromática. Los enólogos deben pues comprender cómo mejorar su utilización para sacarle el mayor partido, en aras únicamente de la calidad y de la originalidad del vino.

CATA DE VINOS CON ALTERNATIVOS DE ROBLE, DIFERENTES TOSTADOS Y TIPOS DE ROBLE
Cata de vinos con alternativos del roble (Chips, Cubitos y Duelas de Roble), con diferentes tostados y tipos de roble. realizada por enólogos y sumilleres, en el instituto de I.E.S La Laboral en Logroño (La Rioja).
Tras esta cata de dieciocho vinos se llego a la conclusión que estos sistemas alternativos son claramente más económicos y su empleo es cada vez más frecuente.
Pero también se demostró que los vinos elaborados con "Duelas de Roble" y con "Cubitos" son más finos y elegantes que los elaborados con "Chips". Es decir que cuanto el producto alternativo se asemeja más a la crianza en barrica propiamente dicha, ello es superior en calidad y refinamiento.
Probablemente la aromatización y la estabilidad fenólica con virutas de roble nunca alcanzarán el grado de calidad y complejidad que aporta una buena crianza en barrica. Sin embargo, su combinación con la microoxigenación puede dar lugar a vinos comerciales con menor coste.
Todo esto podría ser perfectamente válido siempre y cuando al consumidor se le especifique el proceso de elaboración y crianza. Destacar que en la actualidad en la D.O.C. Rioja no se contempla estas alternativas.
OAK SOLUTIONS GROUP
Oak Solutions Group es una empresa de productos de roble de gran calidad y amplia selección, enfocada en proveer asesoría de expertos para que los mejores enólogos del mundo logren su visión. Oak Solutions Group distribuye tres líneas de productos: evOAK, productos de roble pensando en el futuro; tru/tan, taninos de roble únicos y mezclas a pedido del cliente, la última línea innovadora.

LATITUDE TOAST
Diseñadas para un añejamiento a largo plazo, las duelas para tanque Latitude permite aplicar un estilo clásico de vinificación para variedades específicas de vinos tradicionales. Con un enfoque paciente y moderno al tradicional añejamiento con roble, las duelas 44° Bordeaux, 45° Rhone y 46° Burgundy proporcionan equilibrio de sabores y aromas. Y, ayudan para obtener ciertas calidades de varietales de fineza y elegancia. Con un mínimo de cuatro a seis meses de crianza, ocurre una compleja evolución como resultado de un especial proceso de tostado que aporta al vino terminado, características de buena madurez.
Tostados:
- 44º Bordeaux: Respeta la fruta y provee un excelente acabado y volumen adicional.
- 45º Rhône: Notablemente complejo, este producto añade características de intenso dulce de manteca a través de un prolongado acabado.
- 46º Burgundy: Notables sabores de café y de pan tostado destacados por una textura cremosa.
NEXT GENERATION
Los productos Next Generation son el próximo paso en el linaje de avanzadas alternativas de roble. Estos chips de roble representan las ideales combinaciones de intensidad, sensación en boca y estructura, mientras se aprovechan las típicas propiedades del roble francés y americano. Next Generation también se beneficia de una extrema precisión de tostado. Han desarrollado un proceso innovador y una tecnología correspondiente que tuesta con más precisión, para mejores y más exactos sabores.
X = Intensidad del tostado; Y = Intensidad en boca; Z = Aporte de estructura; W = Tipo de roble, A = americano - F = frances
Tostados:
- NG.354A: Este chip de roble americano provee un efecto más suave en general. NG.354A se concentra en la sensación en boca y, a la vez da estructura.
- NG.455A: Un chip de roble americano con un moderado efecto de roble en general, y con una adición equilibrada de sensación en boca y estructura.
- NG.466F: Un chip de roble francés que ofrece una moderada intensidad en general y notablemente beneficia la sensación en boca y la estructura.
- NG.567F: Este chip de roble francés es el más fuerte de todos, da un significante efecto de roble en general, compleja sensación en boca y una estructura excepcional.
HIGH EXTRACT
Nuestro tostado artesanal le ofrece productos especiales de roble de Sabor por Diseño.
Los chips de roble High Extract de ēvOAK ofrecen sabores singulares de alta calidad, tostados en pequeños lotes por nuestro tostador de diseñado a pedido. Estos chips están llenos de sabor y son prácticos para usar en su bodega.
Nuestras duelas para tanque High Extract ofrecen los mismos destacados sabores. Estas duelas dan características de sabor concentrado y singular para adaptar a específicas necesidades y son ideales para mezclas. Con una tasa de rápida de extracción, las duelas de roble de alto extracto son productos ideales para el acabado.
Tostados:
- Especia Fuerte: Aporta especia de canela y estructura adicional.
- Tostado Fuerte: Las azúcares caramelizadas se convierten en notas de dulce de manteca y caramelo. Crea estructura adicional.
- Vainilla Fuerte: Complejo, con vainilla intensa y excelente estructura en general.
- Pure2 Vainilla Fuerte: Aporta sabor cremoso con waffle y vainilla.
- Moca Fuerte: Se destaca la moca con notas adicionales de vainilla y tostado.